
Table of Contents
Manufacturing is at a pivotal moment. Rising operational costs, global supply chain disruptions, increasing quality expectations, and sustainability pressures are forcing manufacturers to rethink how factories operate. Traditional automation alone is no longer enough.
This is where IoT in manufacturing, often referred to as Industrial IoT in manufacturing (IIoT), comes into play.
By connecting machines, systems, and people through real-time data, IoT enables manufacturers to move from reactive operations to intelligent, predictive, and autonomous manufacturing environments. From predictive maintenance and energy optimization to digital twins and smart factories, IoT is reshaping how manufacturing organizations compete and scale.
This comprehensive guide explains everything you need to know about IoT in manufacturing, what it is, how it works, where it’s used, its benefits, challenges, emerging trends, and how manufacturers can successfully implement it.
What Is IoT in Manufacturing?
IoT for manufacturing, often called Industrial IoT (IIoT), refers to the use of connected machines, sensors, and software systems that collect and share real-time data across manufacturing operations.
In simple terms, it allows machines on the factory floor to communicate, report performance, and respond intelligently without constant human intervention.
Instead of relying on manual checks or fixed schedules, IoT enables manufacturers to understand what’s happening right now, identify issues early, and make data-backed decisions faster.
At a glance, IoT in manufacturing enables:
- Real-time machine monitoring
- Predictive maintenance instead of reactive repairs
- Live production and performance insights
- Automated process optimization
- Improved safety and compliance tracking
Manufacturing is the leading industry for IoT adoption. The global market size is expected to record a valuation of USD 4,062.34 billion by 2032, with IoT being used extensively for process automation, predictive maintenance, and quality control.
What makes Industrial IoT different from consumer IoT is its scale and reliability. Manufacturing IoT systems are designed to operate in demanding environments, integrate with legacy equipment, and support enterprise platforms like ERP and MES systems.
IoT is also a foundational pillar of Industry 4.0, helping manufacturers shift from traditional, reactive operations to connected, intelligent, and predictive manufacturing ecosystems.
As production complexity increases and margins tighten, IoT gives manufacturers the visibility and control needed to stay competitive in a data-driven industrial landscape.
How Is IoT Used in Manufacturing?
In manufacturing, IoT isn’t a futuristic buzzword but a practical, data-driven way to run factories more efficiently, reliably, and intelligently. At its core, IoT connects physical machines, sensors, and systems with software platforms so data doesn’t remain siloed but becomes actionable insight.
Industry adoption reflects this shift clearly. Nearly half of large manufacturing organizations have already implemented Industrial IoT solutions, and a significant majority are actively developing or expanding their IoT strategies. This shows that IoT is no longer experimental; it is becoming a foundational part of modern manufacturing operations.
1. Smart Factory Automation
IoT transforms automation from static, rule-based execution into adaptive, data-driven operations. Instead of machines running fixed routines, connected systems adjust processes dynamically based on real-time conditions.
The examples of IoT in manufacturing are that if sensors detect reduced output or abnormal behavior in one machine, workloads can be redistributed automatically, or alerts can be sent before productivity is impacted.
2. Predictive Maintenance IoT
Predictive maintenance is one of the most widely adopted IoT use cases in manufacturing. Sensors continuously monitor machine health indicators such as vibration, temperature, and load. When anomalies appear, maintenance teams are alerted early, allowing them to service equipment before failures occur. This approach reduces unplanned downtime, avoids unnecessary maintenance, and extends equipment lifespan.
3. Asset and Inventory Tracking
IoT-enabled tracking technologies provide real-time visibility into raw materials, tools, work-in-progress, and finished goods. Manufacturers can monitor inventory movement accurately, reduce losses, and ensure materials are available exactly when needed, improving production planning and delivery timelines.
4. Remote Monitoring and Control
IoT enables centralized monitoring across single or multiple manufacturing sites. Production managers and engineers can view dashboards showing machine performance, output rates, and operational health in real time, allowing faster decisions without waiting for manual reports.
5. Quality Assurance and Inline Inspection
Connected sensors and vision systems continuously monitor product quality during production. Deviations are detected immediately, enabling corrective actions before defects scale, improving consistency and reducing scrap and rework.
6. Energy and Environmental Monitoring
IoT also supports energy optimization by tracking electricity, water, and emissions at machine and line levels. Manufacturers use this data to identify inefficiencies, reduce consumption, and meet sustainability and compliance goals, often achieving measurable reductions in energy usage.
Real-World IoT Manufacturing Use Cases
IoT in manufacturing market isn’t limited to a single application or department. Its real value comes from how it integrates across the factory floor, connecting machines, people, and processes into one intelligent system.
Manufacturers typically start with use cases that deliver quick operational wins, such as reducing downtime or improving production visibility. Over time, IoT expands into more advanced areas like quality automation, energy optimization, and workforce safety. The flexibility of IoT allows it to scale with business needs, whether the goal is efficiency, cost reduction, or long-term digital transformation.
Below are some of the most common and high-impact manufacturing IoT use cases adopted across industries today.
| Use Case | How the Internet of Things for Manufacturing is Used | Key Outcome |
| Predictive Maintenance | Monitors machine health signals continuously | Fewer breakdowns and lower downtime |
| Production Monitoring | Tracks output and performance in real time | Higher productivity and faster decisions |
| Quality Inspection | Detects defects during production | Improved consistency and less waste |
| Asset Tracking | Monitors the location and usage of assets | Better utilization and reduced losses |
| Energy Monitoring | Measures energy consumption live | Lower costs and improved efficiency |
| Inventory Visibility | Tracks materials and WIP automatically | Fewer stockouts and delays |
| Worker Safety | Monitors environmental and safety conditions | Reduced incidents and better compliance |
| Remote Monitoring | Provides off-site access to machine data | Faster response and control |
| Process Optimization | Adjusts parameters using live data | Consistent output and efficiency gains |
Benefits of IoT in Manufacturing
The true advantage of IoT in manufacturing lies in how it turns real-time data into meaningful action. Instead of relying on assumptions, delayed reports, or manual checks, manufacturers gain continuous visibility into operations, allowing them to act faster and smarter.
Below are some of the most important benefits of IoT in manufacturing, explained simply and practically.
1. Reduced unplanned downtime
Internet of Things smart manufacturing enables early detection of equipment issues through continuous monitoring. This allows maintenance teams to fix problems before breakdowns occur, keeping production running smoothly.
2. Improved operational efficiency
With real-time insights into machine performance and production flow, manufacturers can identify bottlenecks, optimize workflows, and improve overall productivity.
3. Lower maintenance costs
By shifting from schedule-based to condition-based maintenance, IoT helps avoid unnecessary servicing while preventing costly emergency repairs.
4. Better product quality and consistency
Continuous monitoring and automated checks help detect quality deviations early, reducing defects, rework, and waste.
5. Data-driven decision-making
Live dashboards and analytics replace guesswork with accurate, real-time information, enabling faster and more confident decisions at every level.
6. Energy and resource optimization
IoT tracks energy usage at machine and process levels, helping manufacturers identify inefficiencies, reduce consumption, and control costs.
7. Improved asset utilization
Connected systems reveal how machines and equipment are actually used, enabling better capacity planning and higher utilization rates.
8. Enhanced worker safety
Environmental sensors and wearables monitor hazardous conditions, allowing proactive action to reduce workplace incidents and improve compliance.
9. Greater visibility across operations
IoT provides a unified view of production, quality, maintenance, and energy data across lines, plants, or even global facilities.
10. Scalability and future readiness
IoT systems are designed to grow with business needs, supporting new use cases, automation, and Industry 4.0 initiatives over time.
Challenges of IoT in Manufacturing and How to Solve Them
While IoT delivers significant value, implementing it in manufacturing environments is not without challenges. From legacy systems to security risks, manufacturers must overcome several technical and operational hurdles to realize the full benefits of IoT in industrial manufacturing.
The key to success lies not in avoiding these challenges, but in addressing them with the right strategy, technology, and planning. Below are some of the most common challenges manufacturers face, along with practical solutions to overcome them.
| Challenge | What Makes It Difficult | Practical Solution |
| Legacy Equipment Integration | Older machines were not designed for connectivity | Use sensors, gateways, and retrofit solutions to connect existing assets |
| High Initial Investment | Costs for hardware, platforms, and integration | Start with high-ROI pilot use cases and scale gradually |
| Data Security & Privacy Risks | Increased connectivity expands attack surfaces | Implement encryption, authentication, and network segmentation |
| Lack of Skilled Workforce | Teams may lack IoT and data analytics expertise | Invest in training and partner with experienced IoT providers |
| Data Overload | Teams may lack IoT and data analytics expertise | Use edge computing and analytics to filter and prioritize data |
| Scalability Issues | Pilot projects may not scale across plants | Choose modular, cloud-based platforms built for growth |
| Interoperability Challenges | Multiple vendors and protocols cause fragmentation | Adopt open standards and interoperable IoT architectures |
| Operational Disruption During Deployment | IoT rollout may affect ongoing production | Implement in phases with minimal downtime and clear change management |
IoT Trends in Manufacturing That You Should Consider
IoT in manufacturing industry is evolving rapidly, moving beyond basic connectivity toward intelligent, autonomous, and sustainable factory ecosystems. What started as machine monitoring has now become a strategic enabler for innovation, resilience, and long-term competitiveness.
Below are the key IoT app development trends shaping modern manufacturing, and why they matter.
AI-Driven Industrial Analytics
One of the biggest shifts is the convergence of IoT and artificial intelligence. Instead of simply collecting data, manufacturers are using AI models to analyze patterns, predict outcomes, and recommend actions automatically.
This enables advanced use cases such as anomaly detection, predictive quality, and self-optimizing production lines, reducing human intervention while improving accuracy.
Edge Computing in IoT-Based Manufacturing
As factories generate massive volumes of data, sending everything to the cloud is no longer efficient. Edge computing processes data closer to machines, enabling faster responses and lower latency within the next-gen IoT smart factories.
This trend is especially critical for time-sensitive operations like robotics, safety systems, and high-speed production lines where milliseconds matter.
5G-Enabled IoT in Factories
Private 5G networks are emerging as a key enabler for Industrial IoT. With ultra-low latency, high bandwidth, and reliable connectivity, 5G supports advanced automation, mobile robots, and real-time control across large facilities.
As adoption grows, 5G is expected to replace traditional wired connections in many IoT smart factory environments.
Digital Twins for Simulation and Optimization
Digital twins, virtual replicas of physical assets or processes, are becoming a core IoT capability. By combining real-time IoT data with simulation models, manufacturers can test changes, predict failures, and optimize performance without disrupting live operations.
This trend significantly reduces risk while accelerating innovation.
Autonomous and Collaborative Robotics
IoT-connected robots are becoming more adaptive and collaborative. These systems adjust their behavior in real time based on sensor data, production demand, and environmental conditions.
As a result, factories are moving closer to autonomous operations, where machines coordinate with minimal human input.
Sustainability and Energy Intelligence
Sustainability is no longer optional. Internet of Things manufacturing solutions are playing a major role in tracking energy consumption, emissions, and resource usage at granular levels.
Manufacturers are using these insights to reduce waste, meet regulatory requirements, and support ESG goals, while also lowering operational costs.
IoT Implementation in Manufacturing: A Practical Step-by-Step Approach
Implementing IoT in smart manufacturing isn’t just about installing sensors but about aligning technology with business goals and creating lasting operational value.
Here’s a practical, step-by-step approach for IoT mobile app development and implementation:
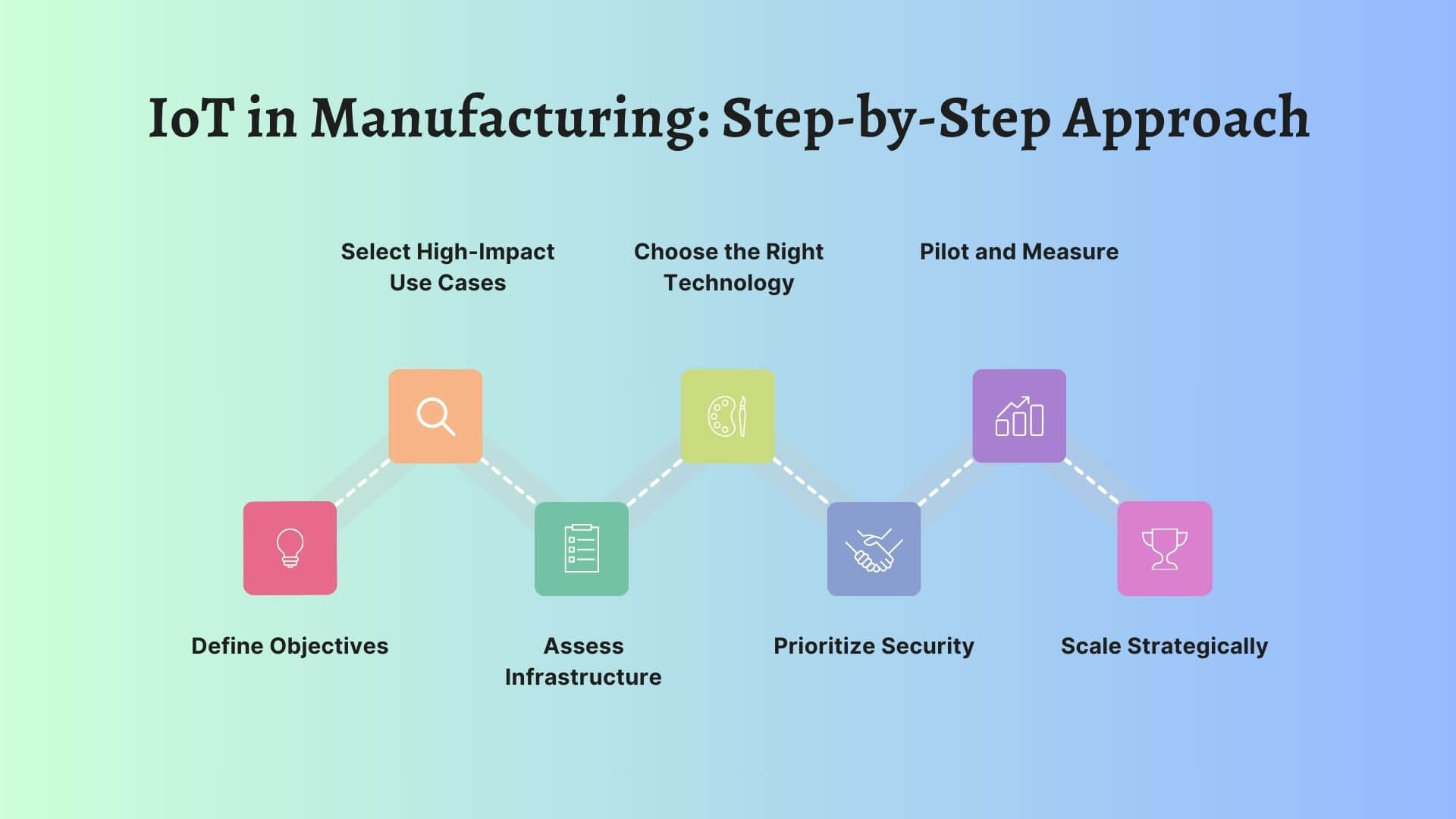
 Define Objectives: Decide what you want to achieve, reducing downtime, improving quality, or optimizing energy use. Clear goals guide every IoT decision.
Define Objectives: Decide what you want to achieve, reducing downtime, improving quality, or optimizing energy use. Clear goals guide every IoT decision.- Select High-Impact Use Cases: Start with initiatives that deliver measurable ROI, like predictive maintenance or real-time production monitoring.
- Assess Infrastructure: Evaluate existing machines, networks, and systems to identify integration or upgrade needs.
- Choose the Right Technology: Select interoperable IoT platforms and analytics tools that integrate with ERP, MES, and SCADA systems.
- Prioritize Security: Ensure devices, networks, and data are protected with encryption, authentication, and monitoring.
- Pilot and Measure: Test IoT solutions in manufacturing on a small scale, track performance, and refine before scaling.
- Scale Strategically: Once proven, expand across lines, plants, or regions, while continuously optimizing operations.
By following this approach, manufacturers can reduce risk, maximize ROI, and transform IoT initiatives into strategic, long-term success, without overwhelming operations or resources.
Why Choose AppsChopper for Building IoT Applications in Manufacturing Industry?
Implementing the Internet of Things in manufacturing can be complex, from connecting legacy machines to securing data across multiple plants. That’s where AppsChopper comes in. With years of experience in IoT app development for industrial clients, we help manufacturers transform their operations into smarter, connected, and more efficient ecosystems.
Here’s what sets us apart:
- End-to-End IoT Solutions for Manufacturing: From sensors and device integration to cloud analytics and dashboards, we provide complete IoT manufacturing solutions tailored to your factory’s needs.
- Industry Expertise: We understand the unique challenges of manufacturing, including production workflows, compliance, and real-time monitoring requirements.
- Scalable and Secure Platforms: We design an IoT solution for manufacturing that grows with your operations while maintaining enterprise-grade security.
- Data-Driven Insights: We help you turn raw machine data into actionable insights, enabling predictive maintenance, process optimization, and improved decision-making.
- Dedicated Support & Consultation: Beyond development, we guide you through implementation strategies, ensuring a smooth adoption and measurable ROI.
With AppsChopper as your manufacturing Internet of Things app development partner, manufacturers can leverage technology to stay competitive, reduce costs, and build future-ready operations, all without the stress of managing complex deployments in-house.
Frequently Asked Questions
1. How does IoT improve manufacturing efficiency?
IoT provides real-time insights into machine performance, production flow, and energy usage. By monitoring operations continuously, manufacturers can identify bottlenecks, optimize workflows, and reduce downtime, all supported by data-driven decisions.
2. Is IoT secure for industrial environments?
Yes, when implemented with enterprise-grade security measures, including device authentication, encryption, network segmentation, and continuous monitoring. Security is critical, especially in manufacturing, where production data and operational continuity are sensitive.
3. How can manufacturers measure the ROI of IoT?
ROI is tracked using key performance indicators (KPIs) such as reduced unplanned downtime, energy savings, improved product quality, enhanced asset utilization, and predictive maintenance efficiency. Properly defined metrics help demonstrate tangible value to stakeholders.
4. Can IoT integrate with existing factory systems?
Absolutely. Modern manufacturing IoT solutions are designed to work alongside MES, ERP, and SCADA systems. Legacy machines can be retrofitted with sensors or gateways, allowing seamless integration without disrupting production.







{kind=link}